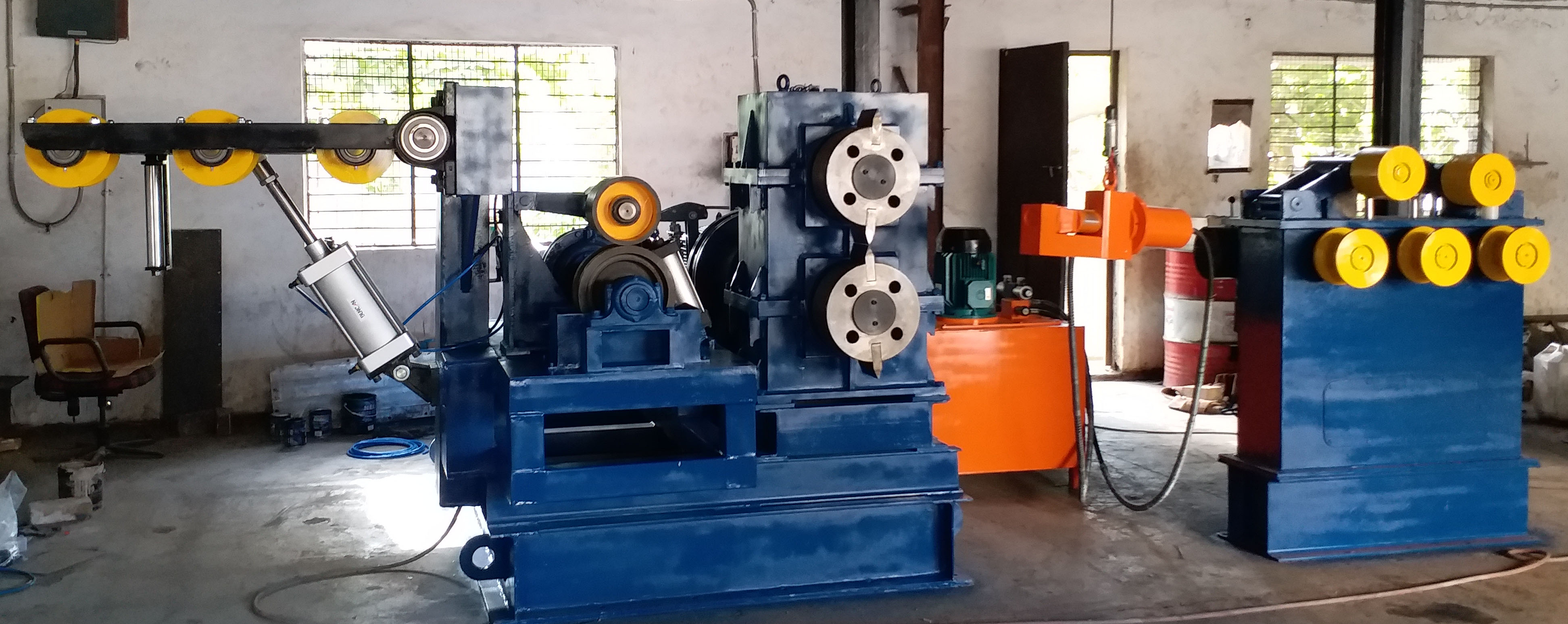
Aluminum Wire Rod Rolling Mill
We provide turnkey installation for producing aluminum wire rod through continuously casting and rolling route . Aluminum wire rod rolling mill is available for different wire rod diameter and with capacity ranging from as low as 300 tons per month to 2000 tons per month . Different equipments used for the manufacture of aluminum and alloy wire rod are

CASTING MACHINE
Suitable to produce EC/CG/Alloy wire rod of 6 mm to 12 mm dia @ 1 to 5 MT/hr. The construction shall be all steel heavy duty fabricated structure with casting mold of 1200 to 1800 mm dia. The machine shall be provided with internal and external cooling system. A suitable drive along with reduction gear box is connected to the casting wheel. An adjustable Idealer Wheel system with belt tensioning device is fitted on casting wheel. Pneumatic belt press roll system presses the belt on casting wheel. Inner and outer water spray jacket shall be made out of SS 304 material. An internal spray system shall be divided in to compartments having individual valve for regulation of flow of water. An outer spray jacket shall be divided in to different compartments having individual valve for flow control of water. The speed of the casting machine shall be variable between .5 to 4 RPM. The casting machine shall be provided with horizontal pouring system with metal flow control attachment. The casting machine shall be able to deliver metallurgical sound cast bar up to 5 tons per hour for EC grade material and @ 4 tons per hour for 6201 grade alloy material.
CAST BAR CUTTER
The cast bar cutter shall be mounted in between casting machine and rolling mill. The cast bar cutter shall be able to cut cast bar continuously at a fixed interval. The system will have a hand operated cutter mounted on a trolley with spring balancer. The min cutting force shall be 22 ton. A 7.5 HP power pack with motor and solenoid valve shall be placed suitably near the cutter and shall be connected with hydraulic hoses.

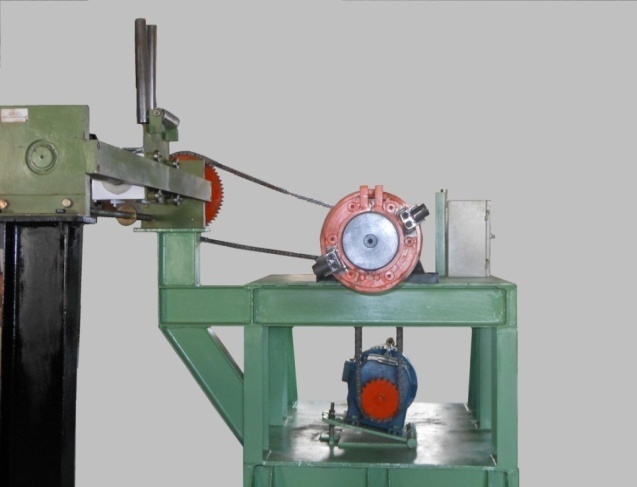
ROLLING MILL
A 15 stand rolling mill shall be capable to produce wire rod of sizes 7.6/9.5/12/15 mm @ 1 to 5 tons per hour for EC/CG grade material and 0.8 to 4 tons per hour for alloy material. The transmission gear train shall be helical gear type with taper roller bearing at both the end. The rolling mill transmission housing shall be heavy duty rigid steel frame structure made out of medium carbon steel plate. All the stands of the rolling mill shall be coupled to a common gear train of fixed reduction sequence. The drive to the rolling mill is by 100 to 700 HP motor through suitable reduction gear box. A spline coupling couples the rolling stand to the gear train. The rolling mills have anti cobbling device in between each stand. A common header is provided for the circulation of coolant at each stand. A coolant return line is provided at the base of the rolling mill which is connected to the return line through heat exchanger.
TWIN REEL COILER
Two mechanical type cantilever design coiler is provided in front of the rolling mill to tightly wound the aluminum rod comes out of the rolling mill. The capacity of the coiler is 0.5 to 5 ton each. The coiler base is a heavy duty all welded steel frame mounted on a floor. A traversing unit is provided at the front of the coiler with a drive from coiler to evenly wind the wire rod. The coiler is capable to wind rod from 7.6 to 15 mm. The pitch of lay of traversing is adjustable type to accommodate different diameter of wire rod. The drive to the coiler is through heli worm reduction gear box. An expandable and collapsible mandrel facilitates removal of coils after winding. A hydraulic transfer car can also be provided to remove the coils from the coiler. An automatic coiler is also available for high speed mill where manual threading of wire rod is not possible.